ステンレス加工の備忘録:薄板溶接対決!TIG VS ファイバーレーザー
ご家庭のステンレス流し台に熱~いお湯をボタボタボタッと捨てると、「バッコ~ン!ボコン!」と音がするときがあります。これはステンレスが急激に熱せられ、膨張して悶える悲鳴です。
熱湯で流しや排水溝を殺菌したい!みたいに思うのですが、これをやるとステンレス製シンクや塩ビ製の配水管が損傷する可能性がありますので絶対やめましょう。

シンクに使われるステンレス板は1~1.2mm厚と薄く、熱の影響をたいへん強く受けます。それがテンレスを溶かすほどの溶接熱となると熱歪も馬鹿にならないでしょう。

「ステンレス薄板をTIG溶接とファイバーレーザー溶接(以下FL溶接)してみたら、仕上がりはどう違うのか?」ということを確認したいと思いました。そこで、関西の溶接界でははおそらく120本の指には入るであろう溶接の神=Aグループ長にお願いして溶接サンプルを作ってもらいました。
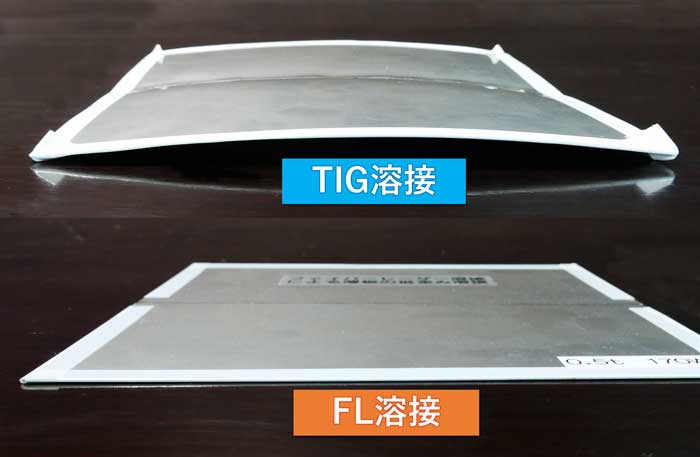
【写真1:溶接熱による歪の発生 - 写真下が溶接側。溶接側に反り上がる (0.5mm厚薄板) 】
特別な治具なしの手溶接でステンレス薄板をTIG溶接すると、Aグループ長のゴッドハンドですら、上写真のように溶接熱を拡散・放熱しきれず金属が溶接側に反ってしまいます。
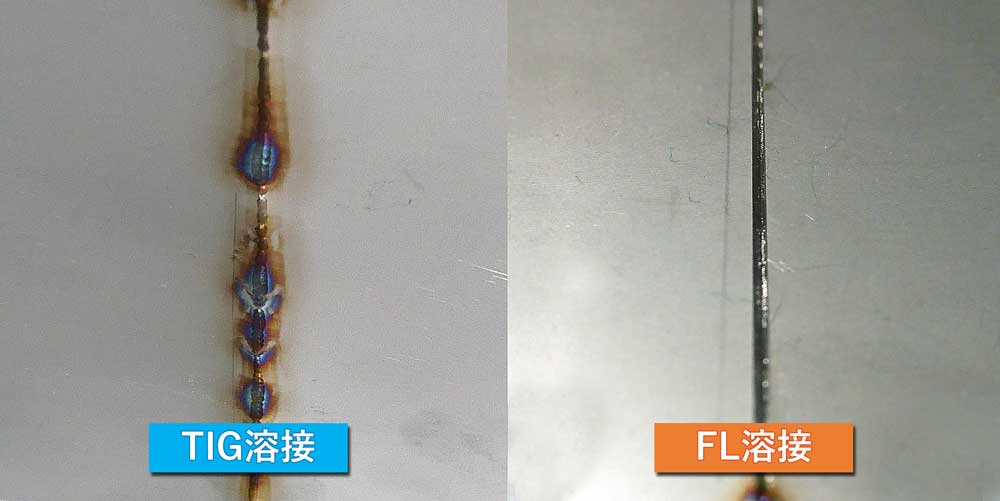
【写真2:溶接跡の比較 - 溶接表側 (0.5mm厚薄板)】
TIG溶接では、溶接熱を狭い範囲に絞ってコントロールすることが難しく、特に薄板においては写真2のようにTIG溶接では苦労して調節している様子が伺えます。
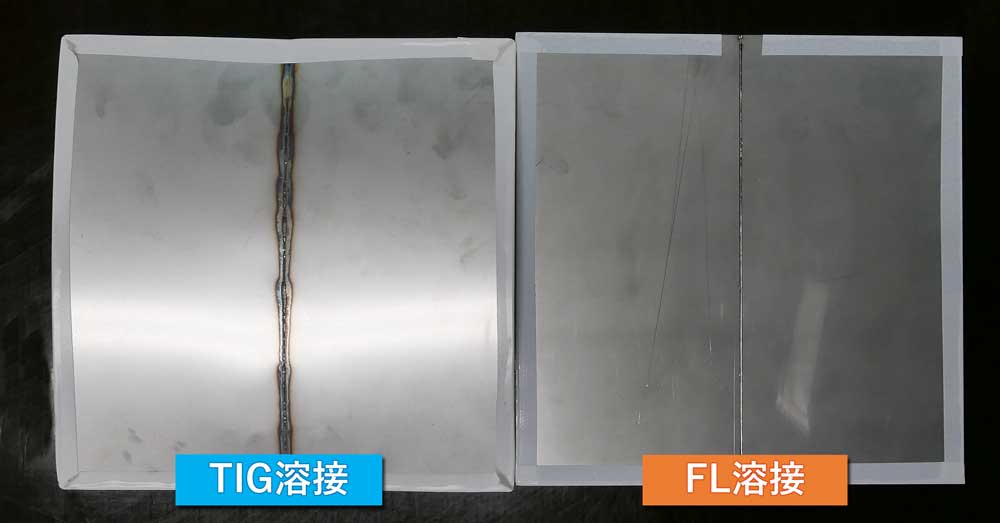
【写真3:溶接跡の比較 - 溶接裏側 (0.5mm厚薄板)】
FL溶接では、集光性に優れたビーム品質の高いレーザー光によってコントロールできるので、手溶接でも、無駄な熱による歪・変形を抑えながら見栄えも美しく突合せ溶接ができています。
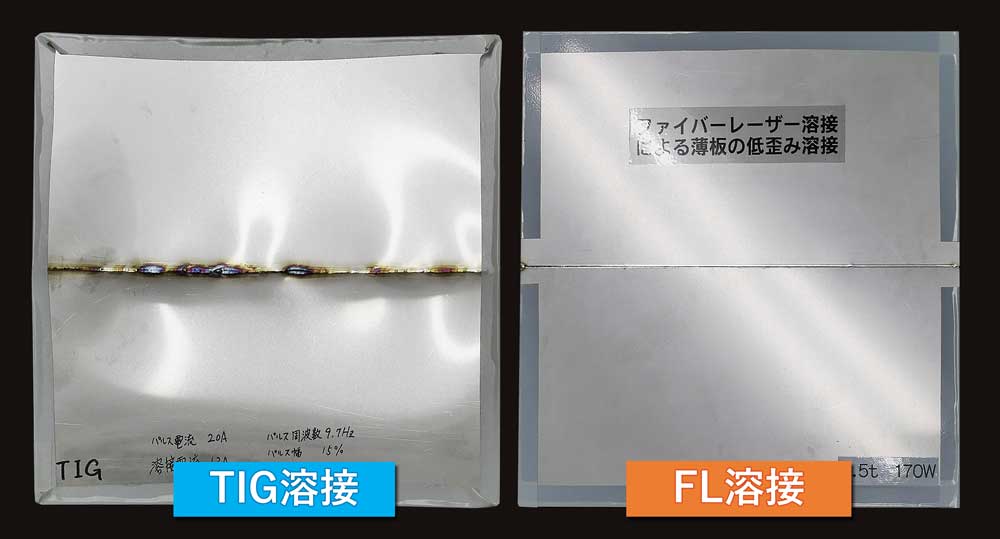
【写真4:蛍光灯の光の反射】
グラフカルに変形を表示するツールを持っていないので、蛍光灯を対角方向に反射させて写真撮影してみました。TIG溶接の場合には手溶接による熱の加減がそのまま板の波となって残っています。
「余分な熱」の連想で、関係ないことを思い浮かべました。
ゴル「多すぎる火は、何も生みやせん。火は森を一日で灰にする。水と風は100年かけて森を育てるんじゃ」
ギックリ「わしらは水と風のほうがええ」
かの名作「風の谷のナウシカ(宮崎駿監督)」中の一節。
かつては「大は小を兼ねる」的なパワフル型が好まれましたが、今のご時世、最小限に制御されていない「火」はヨロシクないですね。
*TIG溶接: TIGはTungsten Inert Gasの略。融点が高く高温に耐えるタングステンを電極に用いた不活性ガスを用いたアーク溶接で広く現場で利用されている。
*文中のイラストは「かわいいイラスト素材集いらすとや」の素材を使用。