ステンレスサニタリー配管溶接のバックシールド管理
不活性ガスによる溶接金属裏面の厳密な保護
ステンレス配管の溶接では、溶接部の酸化防止のためにTIG溶接を一般的に用います。しかし不適切なTIG溶接を行うと、管表面側からの溶接で裏面に溶接ビードを形成する際、酸素の混入によって問題を生じることがあります。
特に、裏面(管内部)の酸素濃度管理が不適切な場合、裏波ビードの酸化、形状不良、ビードノッチ部の線状欠陥などの不良を生じます。また設備利用中において想定外の時期に腐食を引き起こし重大な問題につながるケースもあります。

手動溶接(ガスシールド溶接)の準備

シールドガスを管内に注入し、内圧等を確認し溶接作業を行う
日章アステックでは、ステンレス(あるいはチタンなど)加工製品の用途や仕様、またお客様との取り決め等により、バックシールド雰囲気中の酸素濃度の基準値を定め製作を行います。酸素濃度計による正確な測定、適正なバックシールド治具の装着、溶接機の運用などにより、酸化のない健全な裏波ビードを形成し、お客様に安心してご利用頂けるプレファブ配管製品に仕上げています。
ヘッド式自動溶接の様子
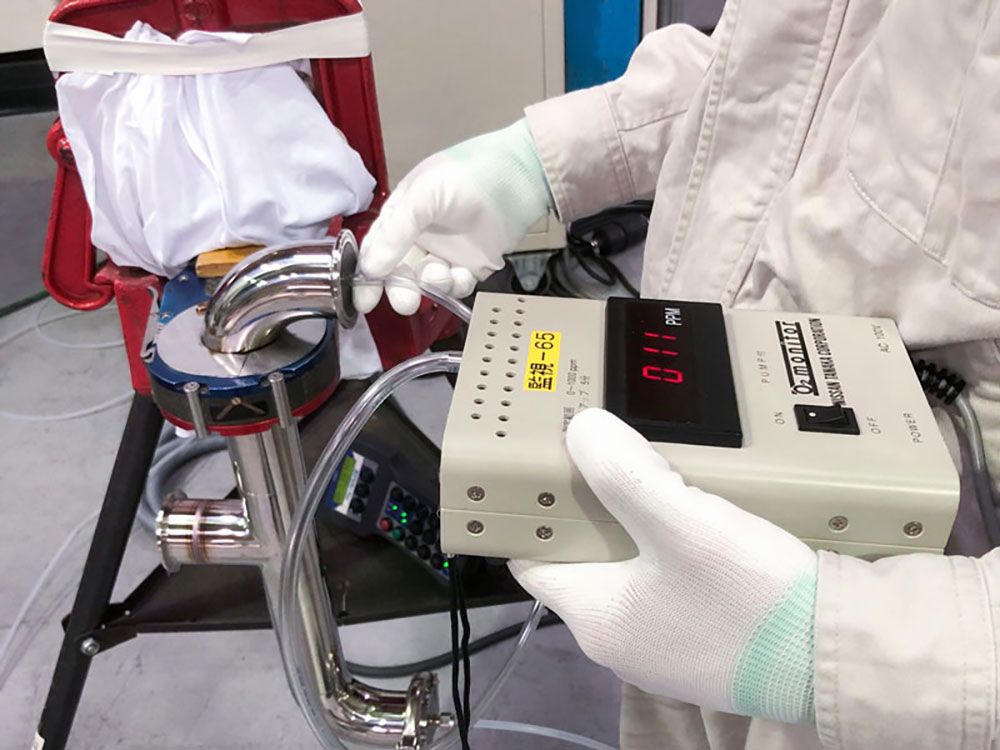
O2モニターによるワークの残留酸素濃度の測定
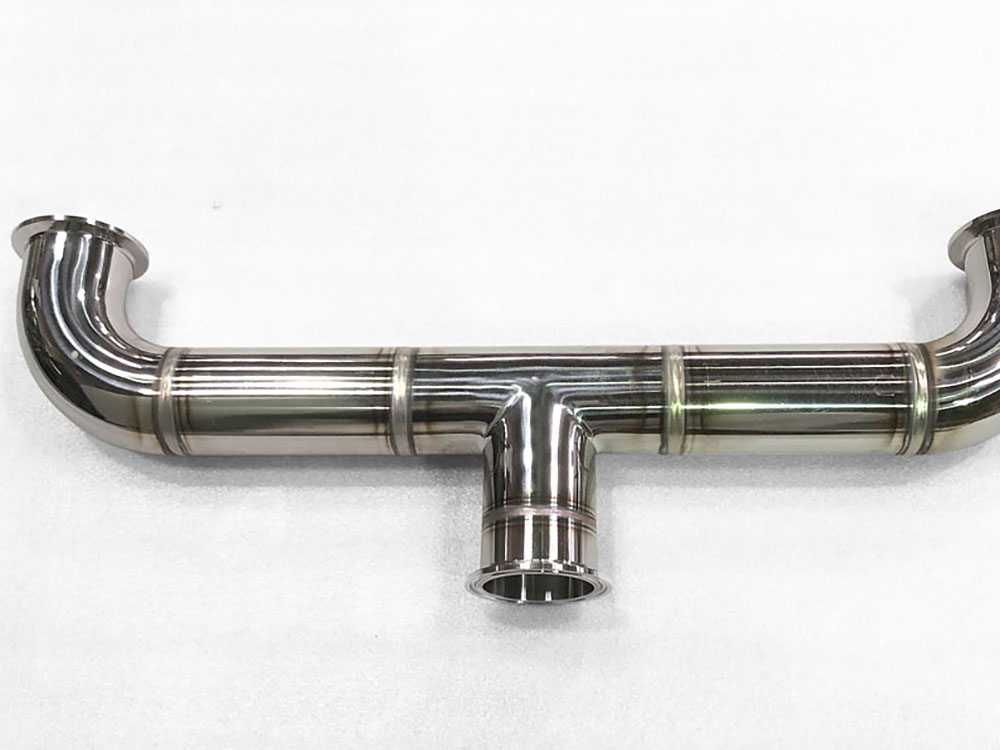
酸素濃度30PPM未満で溶接された配管
用語集
シールドガス:
溶接中にアークの周辺に不活性ガスを流して溶融金属と空気とを遮断。空気の成分である酸素(O2)や窒素(N2)と反応を起こさないようにする。このガスをシールド(Shield:保護する)ガスとよぶ。シールドガスを用いずアーク溶接すると、溶接金属の性能や外観・形状に欠陥を生じさせる。一般的に、ステンレス鋼、アルミニウム(Al)やチタン(Ti)などの溶接にはアルゴン(Ar)やヘリウム(He)等の不活性ガスをシールドガスとして用いる。
TIG溶接:(てぃぐようせつ)
タングステン不活性ガス溶接、GTAW(Gas Tungsten Arc Welding)
参考文献・参考情報:Wikipedia「TIG溶接」 一般社団法人日本溶接協会「WE-COMマガジン2015.7 No17」